There are basically three methods (or processes) to make a forged part.
(1) Impression Die Forging
Impression die forging pounds or presses metal between two dies (called tooling) that contain a precut profile of the desired part. Parts from a few ounces to 60,000 lbs. can be made using this process. Some of the smaller parts are actually forged cold.
Process Operations:
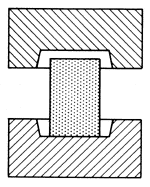
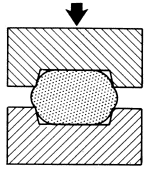
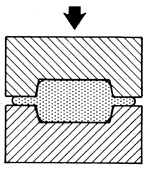
A. In the simplest example of impression die forging, two dies are brought together and the workpiece undergoes plastic deformation until its enlarged sides touch the side walls of the die. Then, a small amount of material begins to flow outside the die impression forming flash that is gradually thinned. The flash cools rapidly and presents increased resistance to deformation and helps build up pressure inside the bulk of the workpiece that aids material flow into unfilled impressions.
B. Fundamentally, impression die forgings produced on horizontal forging machines (upsetters) are similar to those produced by hammers or presses. Each is the result of forcing metal into cavities in dies which separate at parting lines.
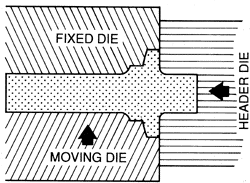
The impression in the ram-operated "heading tool" is the equivalent of a hammer or press top die. The "grip dies" contain the impressions corresponding to the hammer or press bottom die. Grip dies consist of a stationary die and a moving die which, when closed, act to grip the stock and hold it in position for forging. After each workstroke of the machine, these dies permit the transfer of stock from one cavity to another in the multiple-impression dies.
(2) Cold Forging
Most forging is done as hot work, at temperatures up to 2300 degrees F, however, a variation of impression die forging is cold forging. Cold forging encompasses many processes -- bending, cold drawing, cold heading, coining, extrusions and more, to yield a diverse range of part shapes. The temperature of metals being cold forged may range from room temperature to several hundred degrees.
Process Operations:
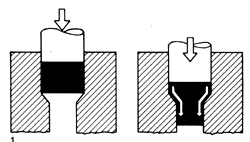
A. Forward extrusion reduces slug diameter and increases its length to produce parts such as stepped shafts and cylinders.
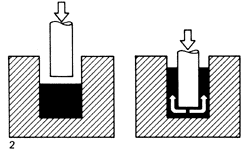
B. In backward extrusion, the steel flows back and around the descending punch to form cup-shaped pieces.
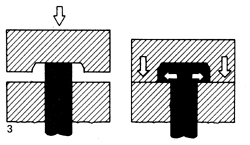
C. Upsetting, or heading, a common technique for making fasteners, gathers steel in the head and other sections along the length of the part.
(3) Open Die Forging
Open die forging is performed between flat dies with no precut profiles is the dies. Movement of the work piece is the key to this method. Larger parts over 200,000 lbs. and 80 feet in length can be hammered or pressed into shape this way.
(4) Seamless Rolled Ring Forging
Seamless rolled ring forging is typically performed by punching a hole in a thick, round piece of metal (creating a donut shape), and then rolling and squeezing (or in some cases, pounding) the donut into a thin ring. Ring diameters can be anywhere from a few inches to 30 feet.
Jiahe County was established in 1639, covering an area of 699 square kilometers, governing 9 towns and 1 township, with a population of 420,000. It is one of the counties with the smallest area and the highest population density in the province.


